SKGMT-40型 自動加工生產線實訓裝置
所屬類別:機電一體化系列
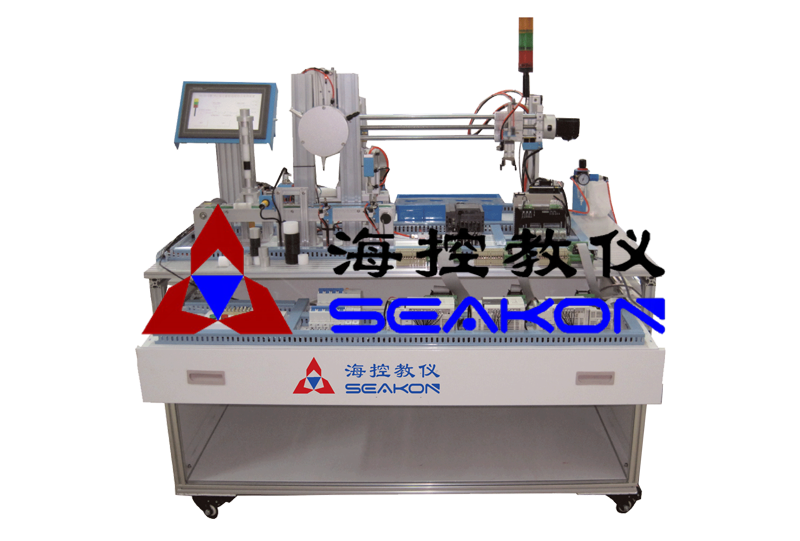
·設備外觀
·設計簡述
實訓裝置由安裝在鋁合金導軌式實訓臺上的上料單元、檢測單元、多刀位加工中心單元、自動裝配單元、搬運機械手單元、皮帶輸送線單元、智能分揀單元7個單元組成。電氣布局采用單面網孔抽屜式,所有其電氣控制器都安裝在網孔板式的抽屜上,這種機電分離的格式更加符合了工業實際情況。其中,每一工作單元都可自成一個獨立的系統,同時也都是一個工業生產線的系統。各個單元的執行機構以氣動、變頻、步進電機、伺服電機為主,其中皮帶傳送單元采用變頻器驅動三相交流異步電機進行控制;多工位加工中心采用步進電機、直流電機及氣動的混合控制;智能分揀單元則采用伺服電機驅動、精密定位的位置控制,該驅動系統具有長行程、多定位點的特點,是一個典型的一維位置控制系統。位置控制和變頻器技術是現代工業企業應用最為廣泛的電氣控制技術。
在設備上應用了多種類型的傳感器,分別用于判斷物體的運動位置、物體通過的狀態、物體的顏色及材質等。傳感器技術是機電一體化技術中的關鍵技術之一,是現代工業實現高度自動化的前提之一。
在控制方面,設備標準配置采用了基于RS485串行通信的PLC網絡控制方案,即由多臺PLC承擔其控制任務,各PLC之間通過RS485串行通訊實現互連的分布式控制方式。用戶可根據需要選擇不同廠家的PLC及其所支持的RS485通信模式,組建成一個小型的PLC網絡。小型PLC網絡以其結構簡單,價格低廉的特點在小型自動生產線仍然有著廣泛的應用,在現代工業網絡通信中仍占據相當的份額。另一方面,掌握基于RS485串行通信的PLC網絡技術,將為進一步學習現場總線技術、工業以太網技術等打下了良好的基礎。
·主要參數
1.工作電源:三相四線AC380V±10% 50Hz;2.工作環境:溫度-10℃~+40℃,相對濕度≤85%(25℃),海拔<4000m;
3.氣源壓力:0.2Mpa~0.55Mpa;
4.裝置容量:<1.5kVA;
5.外形尺寸:1350mm×800mm×1300mm;
6.安全保護:具有漏電壓、漏電流保護,安全符合國家標準。
·組成及功能
裝置由安裝在鋁合金導軌式實訓臺上的上料單元、檢測單元、多刀位加工中心單元、自動裝配單元、搬運機械手單元、皮帶輸送線單元、智能分揀單元7個單元組成。1.上料單元
上料單元是設備的起始單元,在整個系統中,起著向系統中的其他單元提供原料的作用。
上料單元的具體功能:按照需要將放置在料倉中待加工工件(原料)自動地推出到皮帶傳輸線上,在傳輸線上完成物料的檢測、加工、分揀及搬運。
上料單元的主要組成:主要包括豎式料筒,推料氣缸,物料檢測傳感器部件,安裝支架平臺,材料檢測裝置部件,接線端子單元等組成。
上料單元工作過程如下:系統啟動后,推料氣缸推出,把料槽中最底層的工件推到傳輸線上。工件到位傳感器檢測到工件到位后,推出氣缸縮回,倒數第二層工件落到最底層,等待推出。
2.檢測單元
檢測單元主要完成對工件信息的檢測,包括材質、顏色,并根據系統要求,識別出廢品,以便進行分揀。
檢測單元的具體功能:皮帶輸送線啟動運行,檢測單元的傳感器(電感式、電容式、色標式)對經過的工件進行檢測,并將檢測信息傳遞給下一單元。
檢測單元的主要組成:主要包括電感式傳感器,電容式傳感器,色標傳感器,材料檢測裝置部件,接線端子單元等組成。
3.多刀位加工中心單元
多刀位加工中心單元主要完成對工件的加工,分別對工件進行銑、鏜、磨的加工過程。
多刀位加工中心單元的具體功能:皮帶輸送線啟動運行,檢測單元對經過的工件進行檢測,檢測合格的工件在加工中心位置停留,定位裝置動作,對工件進行固定,由加工中心對其進行多種加工操作,加工完成后由傳送單元運輸到下一個單元進行抓取。
多刀位加工中心單元的主要組成:主要包括電感式傳感器、磁性傳感器、導桿氣缸、直流電機、步進電機及定位裝置、升降裝置、刀具庫等部件組成。
多刀位加工中心單元的工作過程如下:合格工件經皮帶傳送單元運送到加工中心,定位裝置裝置伸出,到位后薄型雙導桿氣缸下降帶動刀具一、二、三電機依次對工件進行加工;加工完成上升到位后,定位裝置縮回;傳送帶啟動,運輸到下一個工位。
4.皮帶傳送單元
皮帶傳送單元主要完成對工件的輸送任務。
皮帶傳送單元的具體功能:通過變頻驅動三相交流異步電機,完成對工件的輸送,并在傳輸線上實現對工件的信息檢測采集、工件的加工、廢品的分揀等功能。
皮帶傳送單元的主要組成:主要包括尼龍片基帶、三相異步電動機、變頻器、旋轉編碼器、同步輪及型材支架、鈑金支架等組成。
皮帶傳送單元的工作過程如下:系統啟動,上料單元進行上料,上料到位后,皮帶傳送單元啟動運行,由變頻器驅動三相異步電機動作,帶動物料進行傳送,經檢測單元、加工單元后,合格產品由搬運機械手搬運,不合格產品則直接傳送至傳送帶末端是廢料盒中,實現對工件的輸送。
5.搬運機械手單元
搬運機械手單元主要完成對工件的搬運、裝配任務。
搬運機械手單元的具體功能:加工完成的工件經皮帶傳送單元輸送到帶搬運工位,定位裝置動作,固定住工件,由搬運機械手進行夾取、旋轉、裝配。
搬運機械手單元的主要組成:主要包括磁性傳感器、旋轉氣缸、冶具缸、平行機械爪及升降裝置等部件組成。
搬運機械手單元的工作過程如下:加工完成的工件經皮帶傳送單元輸送到待搬運工位,定位裝置動作,固定住工件,搬運機械手下降夾取工件,夾緊后機械手上升,上升到位后進行旋轉,檢測旋轉到位后機械手下降,手爪松開,將工件裝配到工件盒中。
6.自動裝配單元
自動裝配單元是設備的裝配單元,完成對工件的封裝。
自動裝配的具體功能:按照需要將放置在料倉中待裝配殼體自動地推出到裝配平臺上,在裝配平臺上完成工件的封裝。
自動裝配單元的主要組成:主要包括豎式料筒、推料氣缸、物料檢測傳感器、安裝支架平臺、裝配平臺、接線端子等組成。
自動裝配單元工作過程如下:系統啟動后,推料氣缸推出,把料槽中最底層的殼體推到裝配平臺上。工件到位傳感器檢測到工件到位后,推出氣缸縮回,倒數第二層工件落到最底層,待裝配完成,智能分揀機構分揀完成后,再推出一個殼體。
7.智能分揀單元
智能分揀單元是設備的最后一個單元,完成對成品的智能分揀入庫。
智能分揀單元的具體功能:根據上一個單元傳遞過來的檢測結果,對成品進行分揀,可按照顏色、材質組合進行分揀,最多有4種組合。該單元還裝有直線標尺,可進行伺服電機的定位控制實訓。
智能分揀單元的主要組成:包括絲桿模組,直線標尺、接近開關、限位開關、伺服電機、伺服驅動器、導桿氣缸及安裝支架平臺、分揀庫位、接線端子單元等組成。
智能分揀單元工作過程如下:裝配單元裝配完成后,伺服電機啟動,驅動絲桿模組運動,到達取料位置后,分揀機械手下降夾取成品工件,根據上一單元的檢測結果,將成品分揀到不同工件庫中。
8.整體設備的運行流程
第一步:由第一上料站將直徑29mm的黑色、白色尼龍和金屬工件A分別依次由推料氣缸動作至變頻控制交流電機傳送帶上;
第二步:在傳送帶上,工件A被分別檢測材質和顏色,對于廢料(黑色有機物料)將跳過加工工位直接被運往廢料中心,合格物料則被傳送到加工工位待加工;
第三步:加工工位的檢測傳感器在檢測到物料到位后,加工工位的夾具將完成對物料固定,固定位置后,加工工位開始依次按順序選擇三套刀具對工件進行加工,加工完畢后,加工工位夾具打開;
第四步:傳送帶開動將工件送往待安裝搬運工位,工件抵達安裝搬運工位后,安裝搬運機器手通過吸盤開始搬運工件A,并將工件A搬運至第二上料站處待命;
第五步:第二上料站將40mm白色、黑色工件B進行上料,完畢后,安裝搬運機器手將工件A安裝進工件B中;
第六步:由伺服控制分揀機械手對安裝完成的工件組合進行搬運,并依次按照4種組合分揀到相應的倉儲盒中。
9、PLC、變頻器及觸摸屏模塊
選配一:
采用三菱第3代小型可編程控制器FX3U-32MR/ES-A,供電電壓AC100~240V,集成16路數字量輸入(DC24V,5~7mA,漏型?源型可切換)/16路數字量輸出(繼電器輸出),內置64000步RAM存儲器、7680點輔助繼電器、512點定時器、2點模擬量電位器、高速計數器,集成RS422接口,支持RS232、RS422、RS485、N:N網絡、MODBUS、CC-LinK通訊,配有通信編程電纜。
采用三菱第3代小型可編程控制器FX3U-16MT/ES-A,供電電壓AC100~240V,集成8路數字量輸入(DC24V,5~7mA,漏型?源型可切換)/8路數字量輸出(晶體管漏型輸出),內置64000步RAM存儲器、7680點輔助繼電器、512點定時器、2點模擬量電位器、高速計數器、3軸高速脈沖輸出(最大100KHZ),集成RS422接口,支持RS232、RS422、RS485、N:N網絡、MODBUS、CC-LinK通訊,配有通信編程電纜。
采用三菱E700通用型系列變頻器E740,功率0.75kVA,供電電壓3AC~380V,輸出頻率0.2~400Hz,精度0.01%。集成7路數字量輸入,1路繼電器輸出,2路集電極開路輸出,2路模擬量輸入(0~5V,0~10V,4~20mA),1路模擬量輸出(0~10V);支持Modbus RTU通訊。具有先進磁通矢量控制、通用磁通矢量控制、V/F控制、最佳勵磁控制;具備欠電壓、過電壓、過載、接地故障、短路、堵轉、缺相、電機過溫、變頻器過溫、風扇故障、CPU異常、參數錯誤等保護功能
選配二:
采用西門子高性價比小型PLC產品S7-200 Smart CPU SR30,供電電壓AC85~264V,集成18路數字量輸入(DC24V 4mA,漏型?源型可切換)/12路數字量輸出(繼電器輸出),內置18KB程序存儲器、12KB數據存儲器、10KB保持性存儲器、6個高速計數器(最大200KHz),集成RS485接口、以太網接口,支持RS232、RS485、MODBUS、USS、自由口通訊、S7協議通訊、PROFIBUS等通信,配有通信編程電纜。
采用西門子高性價比小型PLC產品S7-200 Smart CPU ST30,供電電壓DC20.4~28.8V,集成18路數字量輸入(DC24V 4mA,漏型?源型可切換)/12路數字量輸出(晶體管源型輸出),內置18KB程序存儲器、12KB數據存儲器、10KB保持性存儲器、6個高速計數器(最大200KHz),3軸高速脈沖輸出(最大100KHZ),集成RS485接口、以太網接口,支持RS232、RS485、MODBUS、USS、自由口通訊、S7協議通訊、PROFIBUS等通信,配有通信編程電纜。
采用西門子高性價比小型PLC產品S7-200 Smart CPU ST40,供電電壓DC20.4~28.8V,集成24路數字量輸入(DC24V 4mA,漏型?源型可切換)/16路數字量輸出(晶體管輸出),內置24KB程序存儲器、16KB數據存儲器、10KB保持性存儲器、6個高速計數器(最大200KHz),3軸高速脈沖輸出(最大100KHZ),集成RS485接口、以太網接口,支持RS232、RS485、MODBUS、USS、自由口通訊、S7協議通訊、PROFIBUS等通信,配有通信編程電纜。
采用西門子基本型變頻器V20,功率0.37kVA,供電電壓1AC~230V,輸出頻率0~550Hz,精度0.01Hz。帶有RS485通信接口,集成4路數字量輸入,2路繼電器輸出,2路模擬量輸入(±10V,0~10V,0~20mA,12位分辨率),1路模擬量輸出(0~20mA);具有線性V/F控制、平方V/F控制、可編程多點設定V/F控制,磁通電流控制、電壓/頻率控制等工作模式;可進行PID控制、BICO功能、多脈沖高轉矩啟動模式、單脈沖高轉矩啟動模式、防堵模式、多泵控制、彈性電壓提升控制、擺頻功能、滑差補償、雙斜坡、PWM調制;具備霜凍保護、冷凝保護、氣穴保護、動能緩沖、負載故障檢測功能。
·實訓項目
(一)氣動系統的安裝與調試1.氣動方向控制回路的安裝與調試
2.氣動速度控制回路的安裝與調試
3.氣動旋轉控制回路的安裝與調試
4.氣動順序控制回路的安裝與調試
5.氣動機械手裝置的安裝與調試
6.氣動沖壓裝置的安裝與調試
7.氣動系統的安裝與調試
(二):9電氣控制電路的安裝
1.交流伺服電機控制電路的連接與調試
2.步進電機控制電路的連接與調試
3.直流電機控制電路的連接與調試
4.三相異步電機控制電路的連接與調試
5.氣動順序動作控制電路安裝與調試
6.氣動機械手電路安裝與調試
7.皮帶傳送電路安裝與調試
8.自動生產線整機電氣聯調
(三)PLC編程
1.步進電機控制程序編寫
2.交流異步電機正反轉控制程序編寫
3.交流異步電機調速控制程序編寫
4.交流伺服電機正反轉控制程序編寫
5.交流伺服電機無極變速控制程序編寫
6.交流伺服電機多點定位控制程序編寫
7.上料模塊控制程序編寫
8.搬運機械手控制程序編寫
9.皮帶傳送線控制程序編寫
10.多刀位加工中心控制程序編寫
11.物料分揀搬運控制程序編寫
12.PPI網絡的硬件連接、調試
13.PPI網絡參數設置、調試
14.基于多臺PLC的復雜PPI網絡
15.數據讀寫程序編寫與調試
(四)機電設備安裝與調試
以井式上料機構、多刀位加工中心、自動裝配機構、氣動搬運機械手、皮帶傳送線、物件分揀和自由實訓操作臺等工作單元及相應的電源模塊、按鈕模塊、PLC模塊、變頻器模塊、步進電機驅動模塊、伺服電機驅動模塊和各種工業傳感器等控制檢測單元構成硬件平臺,可完成下列機電設備安裝和控制的訓練任務:
1.井式供料機構的安裝與調試
2.多刀位加工中心的安裝與調試
3.沖壓加工機構的安裝與調試
4.多工位自動裝配機構的安裝與調試
5.氣動搬運機械手設備安裝與調試
6.皮帶傳送線設備安裝與調試
7.物件分揀機構的安裝與調試
